-
Электронное Письмо
info@moldall.ru -
Телефон
0086-138-0219-7597




Причины и решения проблем усадки и коробления литьевых деталей
2026-01-14
В производстве литья под давлением различные дефекты часто создают серьезные трудности, влияя не только на качество продукции, но и увеличивая затраты на регулировку и брак. Сегодня мы сосредоточимся на распространенной проблеме: усадке и короблении (деформации). Мы часто сталкиваемся с этой проблемой в производстве и хотели бы поделиться практическими наблюдениями и опытом.
Проявление проблемы:
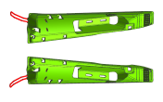
Геометрия и внешний вид готовой детали существенно отклоняются от размеров пресс-формы, что в основном проявляется как:
- Равномерная общая усадка
- Локальное западение поверхности или неравномерный изгиб
- Скручивающая деформация
Анализ потенциальных первопричин:
- Избыточная влажность материала:Неполная сушка приводит к неравномерной усадке.
- Неверный учет усадки:Неправильный расчет усадочного допуска при проектировании пресс-формы.
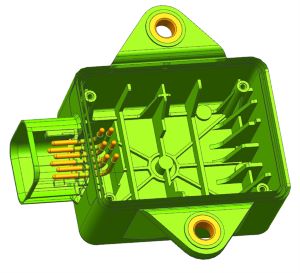
- Несовершенная конструкция литниковой системы или литника:Создает остаточные напряжения внутри детали.
- Неэффективная система охлаждения:Неравномерная эффективность охлаждения вызывает локальный перегрев и дифференциальную усадку.
- Неоптимальные параметры литья:Особенно условия давления дожатия/выдержки.
- Нестабильный тепловой баланс:Литьевая машина или пресс-форма не достигают или не поддерживают должный тепловой баланс.
Решения:
✅ Материал: Проверьте степень высушивания пластика и содержание влаги.
✅ Коэффициент усадки: Сверьте паспортный коэффициент усадки материала с данными поставщика и сравните с фактически наблюдаемой усадкой.
✅ Редизайн литников и литника: Измените конструкцию, чтобы минимизировать факторы, вызывающие коробление.
✅ Оптимизация охлаждения: Улучшите компоновку водоохлаждающих каналов для устранения неравномерности охлаждения.
✅ Оптимизация литника: Измените расположение литника, чтобы скорректировать направление потока и управлять эффектами ориентации молекул или волокон.
✅ Конструктивный дизайн: Добавьте ребра жесткости или усилители для противодействия деформации.
✅ Корректировка толщины стенки: Измените конструкцию толщины детали для повышения устойчивости к короблению.
✅ Тепловой контроль машины и пресс-формы: Проверьте системы контроля температуры на предмет нестабильности, влияющей на тепловой баланс.
Важное напоминание: Коробление может стать заметным только спустя 24 часа. Всегда проводите замеры размеров после выдержки!



Свяжитесь с нами для консультации:
📩 info@moldall.ru
🌐 www.moldall.ru