-
Электронное Письмо
info@moldall.ru -
Телефон
0086-138-0219-7597




Основы конструкции пресс-форм для литья: от новичка до эксперта
2025-08-05
1. Общие сведения о пресс-формах
Пресс-формы — ключевой инструмент производства пластиковых изделий, определяющий:
▸ Геометрию ▸ Размеры ▸ Качество поверхности
Расплавленный пластик впрыскивается в полость формы, охлаждается и формирует готовое изделие. Качественная пресс-форма:
-
Повышает эффективность производства
-
Гарантирует стабильность продукции
-
Снижает себестоимость


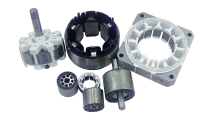
2. Базовые компоненты пресс-формы
2.1. Формообразующая система
-
Матрица: Формирует внешние поверхности
-
Пуансон: Создает внутренние контуры
-
Сменные вставки: Для локальной модификации
2.2. Литниковая система
-
Центральный литник: Соединение с соплом ТПА
-
Разводящие литники: Распределение расплава
-
Впускные каналы (гейты): Связь литника с полостью
-
Холодный канал: Улавливание затвердевшего расплава
2.3. Система выталкивания
-
Толкатели: Контакт с изделием
-
Толкательная плита: Фиксация толкателей
-
Возвратные штифты: Сброс системы
-
Направляющие толкателей
2.4. Система охлаждения
-
Каналы охлаждения: Циркуляция хладагента
-
Турбулизаторы: Усиление теплообмена
-
Форсунки: Охлаждение глубоких полостей
2.5. Система позиционирования
-
Направляющие колонки/втулки
-
Кольцо центровки: Совмещение с ТПА
2.6. Механизм бокового сдвига
-
Слайдеры: Формование поднутрений
-
Косые штифты: Управление сдвигом
-
Фиксирующие замки
2.7. Система вентиляции
Удаление воздуха через зазоры (0.03-0.05 мм).
3. Классификация пресс-форм
3.1. По конструкции
-
Двухплитные: Базовая комплектация
-
Трёхплитные: Автоотделение литников
-
С горячеканальной системой (ГКС): Без отходов
3.2. По числу гнёзд
-
Одногнёздные
-
Многогнёздные: Однотипные изделия
-
Комбинированные: Разнородные изделия
4. Ключевые принципы проектирования
-
Линия разъёма: По макс. контуру + учёт съёма
-
Угол конусности: 0.5°–3° против залипания
-
Равномерность стенок: 1.5–4 мм (предотвращение коробления)
-
Рёбра жёсткости: ≤ 50-60% толщины основной стенки
-
Радиусы скругления: Снижение концентраторов напряжений
5. Материалы пресс-форм
| Тип материала | Примеры | Применение |
|---|---|---|
| Предварительно закалённые | P20 (HRC 28-32) | Стандартные формы |
| Закалённые стали | H13 (HRC 48-52) | Высоконагруженные формы |
| Нержавеющие стали | SUS420 | Медицина/оптика |
| Алюминиевые сплавы | 7075 | Прототипы/малые серии |
6. Техобслуживание
-
Очистка: Удаление остатков пластика
-
Антикоррозия: Консервационные покрытия
-
Смазка: Направляющие/толкатели
-
Диагностика: Контроль износа матриц/пуансонов
7. Тренды отрасли
-
Прецизионность: ±0.005 мм для микроэлектроники
-
Интеллектуальные формы: IoT-датчики для мониторинга
-
Быстрая смена оснастки (SMED)
-
3D-печать: Конформные каналы охлаждения
О компании Tianjin Xinxiang Technology
Производитель пресс-форм полного цикла
▸ 20+ лет опыта ▸ Точность до 5 мкм
▸ Чистое помещение класса 100 000
▸ Сертификаты: IATF 16949, ISO 13485
Технологические преимущества:
-
Немецкое/швейцарское оборудование: Röders, GF Machining
-
Цифровое проектирование: Moldflow, CAD, CRM
-
Сквозной контроль: от прототипа до серии
Специализация:
✓ Автокомпоненты ✓ Медицинские изделия ✓ Электроника